
Información Básica.
No. de Modelo.
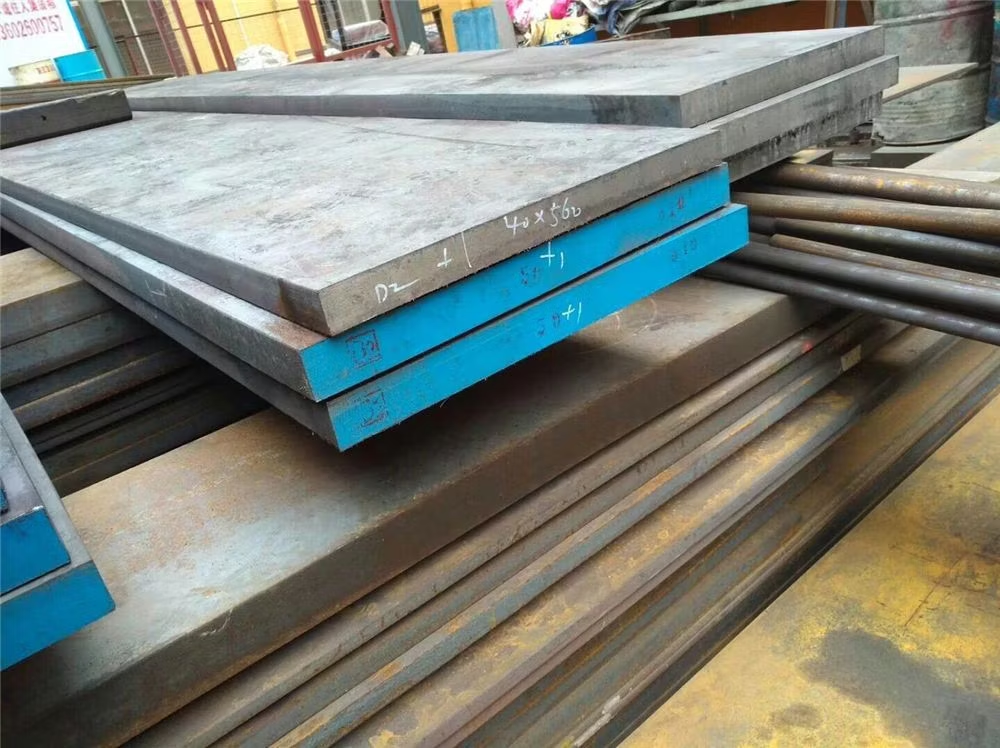
D2
Técnica
laminado en caliente, forjado
Forma
redondo, cuadrado, plano
Tratamiento De Superficies
muele, pelado, pulido, áspero girado
uso especial
Molde de acero
Aplicación
Herramienta de acero Bar
grados similares
din 1,2379
rango de tamaño
diámetro: 20-480mm
estándar de calidad
astm-a681
condición de entrega
recocido, cazado y templado
condición de superficie
muele, pelado, pulido, áspero girado
Paquete de Transporte
aplique el embalaje de envío
Especificación
D2, 1.2379
Marca Comercial
chengquan
Origen
Hubei, Huangshi
Código del HS
7228600000
Capacidad de Producción
500tons por mes
Descripción de Producto
Notas similares:
DIN 1.2379, SKD11
Forma:
Redondo, plano, la plaza.
La gama de tamaños:
Fabricación de acero condición:
EF y EF/EAF+LF+VD, EF/EAF+ESR
Condiciones de entrega:
Recocidos , saciada TEMPLADO +
Estado de superficie:
Negro, triturado, pelados, Rough gira, pulido
Características:
Precio 1.Competitive
2.La entrega inmediata
3.Calidad Premium
4.Un servicio fiable
5.MOQ: 1 Ton.
Composición química(%)
Tratamiento térmico :
· Forjando:Calefacción para forjar debe hacerse lentamente y uniforme. Empape en a las 18.50°-1950°F y recalentar tantas veces como sea necesario, dejar de trabajar cuando la temperatura desciende por debajo de 1700°F. Después de la forja, enfriar lentamente en la cal, la mica, seco y cenizas o el horno. D2 acero templado siempre después de la forja.
· El recocido: Calentar lentamente hasta 1550°-1.600°F, espera hasta que toda la masa es caliente, y enfriar lentamente en el horno (40°F por hora) y aproximadamente 1000°F, después de que la tasa de enfriamiento puede aumentarse. Deberán tomarse precauciones adecuadas para evitar la excesiva carburization o decarburación.
· Aliviar el Estrés: Cuando deseable para aliviar las tensiones de mecanizado, calentar lentamente hasta 1050°-1250°F, permiten igualar, y luego enfriar en aire (cepa alivio).
· Precalentar antes de que el endurecimiento: precalentar lentamente hasta 1350°-1450°F y mantener a esta temperatura hasta que el material es uniformemente calienta.
· El endurecimiento:Tras una exhaustiva de precalentamiento, el calor a 1800°-1850°F. Sujetar la pieza de trabajo en el endurecimiento de la temperatura hasta que está completamente climatizada y uniforme.
· Temple de acero: D2 es un acero de refuerzo de aire y desarrollará la dureza de la refrigeración de aire. Para evitar el escalado y evitar decarburación de la pieza de trabajo de superficie, atmósfera controlada o los hornos de vacío son recomendados. Si estos hornos no están disponibles, pack de endurecimiento, baños de sal o envolver la pieza en la lámina de acero inoxidable ofrecerá un cierto grado de protección de superficie en el proceso de endurecimiento. Las piezas deben ser enfriado a 150F, o a donde pueden celebrarse en la mano desnuda, y luego moderar inmediatamente.
· Templado: el templado de la temperatura puede variar según la dureza deseada. Si la dureza máxima es la deseada, debe ser templado en el rango de 300°-400°F, pero si un menor dureza es aceptable, revenido a 950°F darán la mejor combinación de dureza y tenacidad.
D2 Herramienta de acero de calidad de ultrasonidos
Aliado de ultrasonidos material será probado en las etapas apropiadas de la fabricación para asegurar la calidad, cuando y como se acordó entre vendedor y comprador.
Introducción:
D2 el acero es un alto contenido en carbono alto cromo - Herramienta de acero de refuerzo de aire, calor tratable a 60-62 HRC. D2 ofrece una excelente resistencia a la abrasión y desgaste, debido a grandes volúmenes de carburos en la micro-estructura. D2 el acero es ampliamente utilizado en la producción de mucho trabajo en frío las aplicaciones que requieren muy alta resistencia al desgaste y de alta resistencia a la compresión. Es mecanizables en la condición de recocido y, al igual que otros aceros de herramienta de endurecimiento de aire, exhibe una distorsión mínima en el tratamiento térmico. D2 está disponible en acero de-carb rondas gratis, pisos, y plazas, así como la tierra plana y perforar la varilla.
Aplicaciones:
Aplicaciones típicas para D2 obturadores de acero, formando y adorno muere, calibradores, cuchillas de corte, las piezas de desgaste, la laminación de rosca chapa muere, muere, muere, el dibujo de corte giratoria knurls muere, muere, flexión, cortante, medidores de blades, herramientas de pulido, panecillos, piezas de maquinaria, piezas de maestro, el tornillo de inyección y en la punta de los componentes, rollos de empatar, extrusión, muere, destructoras de neumáticos, chatarra choppers, Estampación muere, muere, la formación de los ponches, formando rollos, cuchillos, slitters, cuchillas de cizallamiento, herramientas, chatarra choppers, destructoras de neumáticos, etc..
Información de contacto:
Especial de FUSHUN STEEL CO., LTD.





DIN 1.2379, SKD11
Forma:
Redondo, plano, la plaza.
La gama de tamaños:
| De diámetro (mm) | El grosor (mm) | Ancho (mm) | Longitud(mm) | |
| Ronda | 20-480 | - | - | 2000-5800 |
| Square | 20-480 | - | - | 2000-5800 |
| Piso | - | 20-50 | 80-600 | 2000-5800 |
Fabricación de acero condición:
EF y EF/EAF+LF+VD, EF/EAF+ESR
Condiciones de entrega:
Recocidos , saciada TEMPLADO +
Estado de superficie:
Negro, triturado, pelados, Rough gira, pulido
Características:
Precio 1.Competitive
2.La entrega inmediata
3.Calidad Premium
4.Un servicio fiable
5.MOQ: 1 Ton.
| Los detalles de embalaje | En la navegabilidad del embalaje, como requisito. |
| Los detalles de envío | Dentro de 30-50 días |
| Tipo | C | Mn | S | P | Si | Cr | V | |||||
| UNS:T30402 | Min | Máx. | Min | Máx. | Máx. | Máx. | Min | Máx. | Min | Máx. | Min | Máx. |
| D2 | 1.40 | 1.60 | 0.10 | 0.60 | 0.03 | 0.30 | 0.10 | 0.60 | 11.00 | 13.00 | 0.50 | 1.10 |
Tratamiento térmico :
· Forjando:Calefacción para forjar debe hacerse lentamente y uniforme. Empape en a las 18.50°-1950°F y recalentar tantas veces como sea necesario, dejar de trabajar cuando la temperatura desciende por debajo de 1700°F. Después de la forja, enfriar lentamente en la cal, la mica, seco y cenizas o el horno. D2 acero templado siempre después de la forja.
· El recocido: Calentar lentamente hasta 1550°-1.600°F, espera hasta que toda la masa es caliente, y enfriar lentamente en el horno (40°F por hora) y aproximadamente 1000°F, después de que la tasa de enfriamiento puede aumentarse. Deberán tomarse precauciones adecuadas para evitar la excesiva carburization o decarburación.
· Aliviar el Estrés: Cuando deseable para aliviar las tensiones de mecanizado, calentar lentamente hasta 1050°-1250°F, permiten igualar, y luego enfriar en aire (cepa alivio).
· Precalentar antes de que el endurecimiento: precalentar lentamente hasta 1350°-1450°F y mantener a esta temperatura hasta que el material es uniformemente calienta.
· El endurecimiento:Tras una exhaustiva de precalentamiento, el calor a 1800°-1850°F. Sujetar la pieza de trabajo en el endurecimiento de la temperatura hasta que está completamente climatizada y uniforme.
· Temple de acero: D2 es un acero de refuerzo de aire y desarrollará la dureza de la refrigeración de aire. Para evitar el escalado y evitar decarburación de la pieza de trabajo de superficie, atmósfera controlada o los hornos de vacío son recomendados. Si estos hornos no están disponibles, pack de endurecimiento, baños de sal o envolver la pieza en la lámina de acero inoxidable ofrecerá un cierto grado de protección de superficie en el proceso de endurecimiento. Las piezas deben ser enfriado a 150F, o a donde pueden celebrarse en la mano desnuda, y luego moderar inmediatamente.
· Templado: el templado de la temperatura puede variar según la dureza deseada. Si la dureza máxima es la deseada, debe ser templado en el rango de 300°-400°F, pero si un menor dureza es aceptable, revenido a 950°F darán la mejor combinación de dureza y tenacidad.
D2 Herramienta de acero de calidad de ultrasonidos
Aliado de ultrasonidos material será probado en las etapas apropiadas de la fabricación para asegurar la calidad, cuando y como se acordó entre vendedor y comprador.
Introducción:
D2 el acero es un alto contenido en carbono alto cromo - Herramienta de acero de refuerzo de aire, calor tratable a 60-62 HRC. D2 ofrece una excelente resistencia a la abrasión y desgaste, debido a grandes volúmenes de carburos en la micro-estructura. D2 el acero es ampliamente utilizado en la producción de mucho trabajo en frío las aplicaciones que requieren muy alta resistencia al desgaste y de alta resistencia a la compresión. Es mecanizables en la condición de recocido y, al igual que otros aceros de herramienta de endurecimiento de aire, exhibe una distorsión mínima en el tratamiento térmico. D2 está disponible en acero de-carb rondas gratis, pisos, y plazas, así como la tierra plana y perforar la varilla.
Aplicaciones:
Aplicaciones típicas para D2 obturadores de acero, formando y adorno muere, calibradores, cuchillas de corte, las piezas de desgaste, la laminación de rosca chapa muere, muere, muere, el dibujo de corte giratoria knurls muere, muere, flexión, cortante, medidores de blades, herramientas de pulido, panecillos, piezas de maquinaria, piezas de maestro, el tornillo de inyección y en la punta de los componentes, rollos de empatar, extrusión, muere, destructoras de neumáticos, chatarra choppers, Estampación muere, muere, la formación de los ponches, formando rollos, cuchillos, slitters, cuchillas de cizallamiento, herramientas, chatarra choppers, destructoras de neumáticos, etc..
Información de contacto:
Especial de FUSHUN STEEL CO., LTD.





